1. הקדמה צו הפּ-רטם פּראָצעס
HP-RTM (High Pressure Resin Transfer Molding) איז די אַבריווייישאַן פון הויך-דרוק סמאָלע אַריבערפירן מאָלדינג פּראָצעס. עס איז אַ אַוואַנסירטע מאָלדינג טעכנאָלאָגיע וואָס ניצט הויך-דרוק דרוק צו מישן און אַרייַנשפּריצן סמאָלע אין אַ וואַקוום-געחתמעט פורעם פאַר-געלייגט מיט פיברע ריינפאָרסט מאַטעריאַלס און פאַר-שטעלן ינסערץ. די סמאָלע פלאָוז דורך די פורעם פילונג, ימפּרעגניישאַן, קיורינג און דעמאָולדינג. , צו קריגן די מאָלדינג פּראָצעס פון הויך-פאָרשטעלונג און הויך-פּינטלעכקייַט קאָמפּאָסיטע פּראָדוקטן. עס האט די אַדוואַנטידזשיז פון הויך עפעקטיווקייַט, ענערגיע שפּאָרן און ינווייראַנמענאַל שוץ, און איז וויידלי געניצט אין אָטאַמאָובילז, עראָוספּייס, עלעקטראָניק און אנדערע פעלדער.
דער פּראָצעס איז געוויזן אין פיגורע 1:
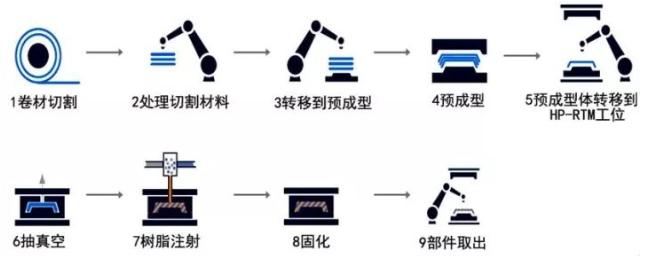
פיגורע 1 סכעמאַטיש דיאַגראַמע פון HP-PTM פּראָצעס פּרינציפּ
2. הפּ-רטם פּראָצעס קעראַקטעריסטיקס
HP-RTM כולל פּרעפאָרם פּראַסעסינג, סמאָלע ינדזשעקשאַן, דרינגלעך פּראָצעס און טרימינג פּראָצעס. קאַמפּערד מיט דעם טראדיציאנעלן RTM פּראָצעס, די HP-RTM פּראָצעס ינקריסאַז די פּאָסט-ינדזשעקשאַן דרינגלעך פּראָצעס, ראַדוסאַז די שוועריקייט פון סמאָלע ינדזשעקשאַן און פילונג, ימפּרוווז די ימפּרעגניישאַן קוואַליטעט פון פּרעפאָרמס און פאַרקירצן די מאָלדינג ציקל. די ספּעציפיש קעראַקטעריסטיקס פון דעם פּראָצעס זענען ווי גייט:
(1) שנעל פורעם פילונג. די סמאָלע געשווינד פילז די פורעם קאַוואַטי, האט אַ גוט ינפילטריישאַן ווירקונג, באטייטיק ראַדוסאַז באַבאַלז און פּאָראָסיטי, און די נידעריק-וויסקאָסיטי סמאָלע ינקריסאַז די ינדזשעקשאַן גיכקייַט פון די סמאָלע און פאַרקירצן די מאָלדינג פּראָצעס ציקל.
(2) העכסט אַקטיוו סמאָלע. די סמאָלע קיורינג אָפּרוף קורס איז געוואקסן און די קיורינג ציקל פון די סמאָלע איז פאַרקירצט. עס אַדאַפּץ אַ הויך-אַקטיוויטעט שנעל-קיורינג סמאָלע סיסטעם און אַדאַפּץ הויך-עפעקטיווקייַט הויך-דרוק מיקסינג און ינדזשעקשאַן ויסריכט צו דערגרייכן בעסער מיקסינג יונאַפאָרמאַטי פון די סמאָלע מאַטריץ. אין דער זעלביקער צייט, אַ הויך-טעמפּעראַטור סוויווע איז פארלאנגט בעשאַס מאָלדינג, וואָס זייער ימפּרוווז די קיורינג אָפּרוף קורס פון די סמאָלע, פאַרקירצן די פּראָדוקציע ציקל און סטייבאַלייז די פּראָצעס. הויך פעסטקייַט און ריפּיטאַביליטי,
(3) ניצן ינערלעך מעלדונג אַגענט און זיך-רייניקונג סיסטעם צו פֿאַרבעסערן די רייניקונג עפעקטיווקייַט פון די עקוויפּמענט. די זיך-רייניקונג טעכנאָלאָגיע פון די ינדזשעקשאַן מיקסינג קאָפּ איז געניצט, און אַ ינערלעך מעלדונג אַגענט קאָמפּאָנענט איז מוסיף צו די רוי מאַטעריאַל צו יפעקטיוולי פֿאַרבעסערן די רייניקונג עפעקטיווקייַט פון די עקוויפּמענט. אין דער זעלביקער צייַט, די ייבערפלאַך ווירקונג פון די פּראָדוקט איז ויסגעצייכנט, און די גרעב און פאָרעם דיווייישאַן זענען קליין. דערגרייכן נידעריק-פּרייַז, קורץ-ציקל (גרויס-באַנד), הויך-קוואַליטעט פּראָדוקציע.
(4) ניצן גיך וואַקוום טעכנאָלאָגיע אין פורעם. די פּאָרע אינהאַלט אין די טיילן איז רידוסט און די פאָרשטעלונג פון די טיילן איז ימפּרוווד. עס יפעקטיוולי ראַדוסאַז די פּאָרע אינהאַלט אין די פּראָדוקט, ימפּרוווז די פיברע ימפּרעגניישאַן עפעקטיווקייַט, ימפּרוווז די צובינד באַנדינג פיייקייַט צווישן פיברע און סמאָלע, און ימפּרוווז די קוואַליטעט פון די פּראָדוקט.
(5) קאַמביינינג וואַקיומינג מיט די קאַמפּרעשאַן מאָלדינג פּראָצעס נאָך ינדזשעקשאַן. דער פּראָצעס שוועריקייט פון די טיילן איז רידוסט און די קוואַליטעט פון די סמאָלע ימפּרעגנייטאַד ריינפאָרסט מאַטעריאַלס איז ימפּרוווד. עס ראַדוסאַז די שוועריקייט פון דיזיינינג די קליי ינדזשעקשאַן פּאָרט און ויסמאַטערן פּאָרט פון די RTM פּראָצעס, ימפּרוווז די לויפן פילונג קאַפּאַציטעט פון די סמאָלע און די ימפּרעגניישאַן קוואַליטעט פון די פיברע דורך די סמאָלע.
(6) ניצן טאָפּל שטרענג סערפאַסיז צו פאַרמאַכן די פורעם, און נוצן אַ הידראַוליק דרוק מיט גרויס טאָנאַזש פֿאַר פּרעשעראַזיישאַן. דער פּראָדוקט האט נידעריק דיווייישאַנז אין גרעב און דריי-דימענשאַנאַל פאָרעם. אין סדר צו ענשור די סילינג ווירקונג פון די פורעם, טאָפּל שטרענג סערפאַסיז זענען געניצט צו פאַרמאַכן די פורעם, און אַ גרויס-טאָן הידראַוליק דרוק איז געניצט פֿאַר פּרעשעראַזיישאַן, וואָס ינקריסיז די קלאַמפּינג קראַפט בעשאַס די מאָלדינג פּראָצעס און יפעקטיוולי ראַדוסאַז די גרעב און פאָרעם דיווייישאַן. פון די טיילן.
(7) די פּראָדוקט האט ויסגעצייכנט ייבערפלאַך פּראָפּערטיעס און קוואַליטעט. ניצן אין-פורעם ספּרייינג טעכנאָלאָגיע און הויך-גלאָס מאָולדז, די טיילן קענען באַקומען הויך-פּינטלעכקייַט קלאָר קוואַליטעט אין אַ זייער קורץ צייט.
(8) עס האט הויך פּראָצעס פעסטקייַט און ריפּיטאַביליטי. די נוצן פון ריס ינדזשעקשאַן און פּאָסט-ינדזשעקשאַן קאַמפּרעשאַן טעכנאָלאָגיע ימפּרוווז די פורעם פילונג לויפן קאַפּאַציטעט פון די סמאָלע, יפעקטיוולי ראַדוסאַז די מאַשמאָעס פון פּראָצעס חסרונות און האט אַ הויך פּראָצעס ריפּיטאַביליטי.
3. שליסל פּראָצעס טעקנאַלאַדזשיז
(1) פאַר-פאָרמינג טעכנאָלאָגיע פון פיברע ריינפאָרסט מאַטעריאַלס
פיברע פּרעפאָרמינג טעכנאָלאָגיע דער הויפּט כולל: טעקסטיל, שטריקערייַ און בריידינג פּרעפאָרמס; סטיטשינג פּרעפאָרמס; געהאַקט פיברע ינדזשעקשאַן פּרעפאָרמס; הייס דרינגלעך פּרעפאָרמס, אאז"ו ו. צווישן זיי, הייס דרינגלעך פורעמונג טעכנאָלאָגיע איז די מערסט וויידלי געניצט. אין דעם טעכנאָלאָגיע, פורעמונג אַגענט איז די גרונט גאַראַנטירן, און פיברע פּרעפאָרמינג פורעם און דרינגלעך טעכנאָלאָגיע זענען די שליסל צו פיברע פורעמונג. פֿאַר די HP-RTM פּראָצעס, די טייל סטרוקטור איז לעפיערעך פּשוט, אַזוי די פורעם פורעם איז אויך לעפיערעך פּשוט. דער שליסל ליגט אין ווי צו קאָנטראָלירן די פורעם פורעם און פּרעשערייזינג מכשירים צו יפעקטיוולי און אָרדערלי פּרעשעריזירן און פאָרעם דורך פּלאַן און קאָנטראָל פּראָוסידזשערז.
(2) הויך-פּינטלעכקייַט סמאָלע מיטערינג, מיקסינג און ינדזשעקשאַן טעכנאָלאָגיע
די מיקסינג און ינדזשעקשאַן פון HP-RTM פּראָצעס סמאָלע כולל דער הויפּט צוויי סיסטעמען: סמאָלע הויפּט מאַטעריאַל און אין-פורעם שפּריץ סמאָלע. דער שליסל צו זיין קאָנטראָל ליגט אין הויך-פּינטלעכקייַט סמאָלע מיטערינג סיסטעם, גיך און מונדיר מיקסינג טעכנאָלאָגיע און מיקסינג עקוויפּמענט זיך-רייניקונג טעכנאָלאָגיע. די HP-RTM פּראָצעס סמאָלע הויפּט מאַטעריאַל דאַרף זיין געמאסטן אונטער הויך טעמפּעראַטור און הויך דרוק, וואָס ריקווייערז הויך-פּינטלעכקייַט מיטערינג פּאָמפּע ויסריכט. וניפאָרם מיקסינג און זיך-רייניקונג פון די סמאָלע ריקווייערז די פּלאַן פון אַ עפעקטיוו, זיך-רייניקונג, קייפל מיקסינג קאָפּ.
(3) מאָלדינג פורעם טעמפּעראַטור פעלד יונאַפאָרמאַטי און סילינג פּלאַן
בעשאַס די HP-RTM פּראָצעס, די יונאַפאָרמאַטי פון די טעמפּעראַטור פעלד פון די מאָלדינג פורעם ניט בלויז דיטערמאַנז און אַפעקץ די לויפן און פילונג פאָרשטעלונג פון די סמאָלע אין די פורעם קאַוואַטי, אָבער אויך האט אַ גרויס פּראַל אויף די פיברע ינפילטריישאַן פאָרשטעלונג, די קוילעלדיק פאָרשטעלונג. פון די קאָמפּאָסיטע מאַטעריאַל, און די ינערלעך דרוק פון די פּראָדוקט. . דעריבער, עס איז נייטיק צו נוצן מיטל באַהיצונג קאַמביינד מיט עפעקטיוו און גלייַך פּלאַן פון סערקיאַליישאַן בוימל קרייַז. די סילינג פאָרשטעלונג פון די פורעם גלייך דיטערמאַנז די סמאָלע לויפן און פורעם פילונג קעראַקטעריסטיקס, ווי געזונט ווי די יוואַקיאַוויישאַן פיייקייט פון די מאָלדינג פּראָצעס. עס איז אַ שליסל לינק וואָס אַפעקץ די פאָרשטעלונג פון די פּראָדוקט. עס איז נייטיק צו פּלאַן די שטעלע, אופֿן און קוואַנטיטי פון סילינג רינגס לויט די פּראָדוקט. אין דער זעלביקער צייט, עס איז נייטיק צו סאָלווע די סילינג פּראָבלעמס אין די פורעם פּאַסן ריס, אַרויסוואַרף סיסטעם, וואַקוום סיסטעם און אנדערע שטעלעס צו ענשור אַז עס איז קיין לופט ליקאַדזש בעשאַס די סמאָלע פילונג פּראָצעס צו ענשור די פאָרשטעלונג פון די טייל.
(4) הידראַוליק דרוק מיט הויך פּינטלעכקייַט און קאָנטראָל טעכנאָלאָגיע
אין די HP-RTM פּראָצעס, די פאַרמאַכן ריס קאָנטראָל אין די סמאָלע פילונג פּראָצעס און די דרוק קאָנטראָל אין די דרינגלעך פּראָצעס אַלע דאַרפן די גאַראַנטירן פון אַ עפעקטיוו און הויך-פּינטלעכקייַט הידראַוליק דרוק סיסטעם. אין דער זעלביקער צייט, צייט קאָנטראָל טעכנאָלאָגיע דאַרף זיין צוגעשטעלט לויט די באדערפענישן פון די קליי ינדזשעקשאַן פּראָצעס און דרינגלעך פּראָצעס צו ענשור די קאַנטיניויישאַן פון די מאָלדינג פּראָצעס.
 ייִדיש
ייִדיש
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



